Main frame for truck and bus
CNC Punching machine
Main frames for truck and bus need many holes for various parts after getting bended as “U” shape. These holes are made from “punch to bend” or “bend to punch” process.
1. Punch → Bend (flat sheets)
2D Movable press( X,Y Axis) with multiple punches and dies follow the auto CAD data transformation. Punches are working to a tolerance of ±0.1mm between holes, and ±0.4mm to whole frame
Multiple punching process is available depending on occasions. That increase productivities and quickly check the damage between processes and react to it. The number of punch and die can be variable from 5 up to 11 depending on customer’ needs , and if 2 presses are used, rotation use is available.
DAEBONG also suggests feeder, taking out and stacking system( piler) are also available.



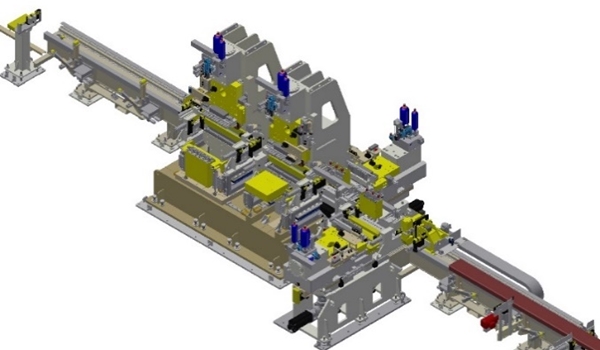
2. Bend → Punch(U – profiles)
Using roll forming device, coil material is firstly bended and sheared and then proceed to punch work. In this case, 4 presses are required. 2 presses for flat surface (mentioned earlier at Punch->Bend process), the other 2 are 3D movable presses (X,Y,Z axis) for bended surface. The tolerance for this process should be ±0.1mm~ ±0.4mm as well.
Hole types and position are automatically convertible based on Cad data and manual mode is also available. Live time check system help precision punch work against twisted surface and camber. The number of punch and size can be variable. Feeder, product ejector and hole checker are optional

3. Bending Machine
To build engine room, bending work for frame is required and the length & angle should be decided depending on car. DAEBONG suggests bending machine that reacts and rectifies frames for different shapes.

Main frame rectifying
To form a truck frame, large press is required. Lengthy frame often occurs tilt & twist on the frame, and this influences on assembly difficulty and the performance of truck. DAEBONG suggests self-rectifying system to solver this problem.
