Main frame for truck and bus
CNC Punching machine
트럭이나 버스의 메인 프레임은 U자 형으로 벤딩되어 있고 그 프레임에 여러가지 부속부품을 취부하기 위해 많은 구멍이 필요하다. 이러한 구멍은 공법에 따라 평판에 먼저 구멍을 만들고 대형프레스로 벤딩을 하거나 벤딩후 평면과 측면에 구멍을 만들 수 있다.
1. 평판에 구멍작업(flat sheets)
X 축 및 Y축으로 위치이동이 가능한 프레스에 다수의 다른 치수의 구멍용 펀치와 다이를 배열하고 프레임의 형상과 각 구멍의 위치( 캐드 데이터 자동변환)에 따라 자동으로 구멍작업을 하며 각 홀간의 공차는 인접 한 경우 ±0.1mm 이내 전길이기준 최대 ±0.4mm임.
사용조건에 따라 2개 이상의 구멍이 동시에 작업가능 할 수 있어 생산성을 향상 시킬 수 있고 매 타발시 펀치의 손상을 체크하여 실시간 대응한다.
이때 프레스의 대수와 타공능력 및 펀치와 다이의 갯수(5 – 11)는 고객사의 조건에 따라 선택될 수 있고 2대의 프레스를 사용할 경우 각 프레스가 교대사용하거나 동시 사용이 가능토록 되어 있다.
부수적으로 판재의 투입 및 취출 장치와 적재 장치 또는 프레스로의 이송 연결 장치등은 고객의 조건에 따라 제안된다.



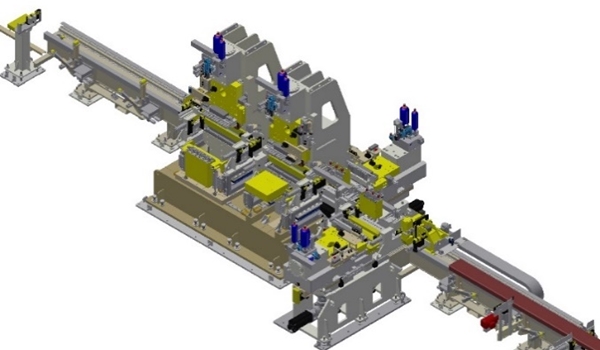
2. 롤포밍후 구멍작업(U – profiles)
코일소재를 롤포밍장치를 통해 자동 벤딩후 필요 길이로 절단하여 준비된 소재에 X 축 및 Y축으로 위치이동이 가능한 프레스에 다수의 다른 치수구멍용 펀치와 다이를 배열한 2대의 평면용 프레스(90톤)와 X,Y축 및 Z축으로 위치이동이 가능한 2대의 측면용 프레스(60톤)로 롤포밍으로 성형된 소재에 구멍 작업을 하며 각 홀간의 공차는 인접한 경우 ±0.1mm 이내 최대 ±0.4mm이다.
구멍의 종류 및 위치는 캐드데이타를 읽어 자동변환되며 수동 입력도 가능하다.
롤포밍시 발생하는 비틀림, 캠버 및 평면부의 평탄도에 무관한 정확한 구멍작업을 위해 실시간으로 형상을 측정하여 보정한다.
고객의 조건에 따라 펀치의 개수와 형상치수등은 결정된다. 부수적으로 투입 및 취출장치가 필요하며 선택사양으로 성형과 구멍작업의 검사장치등이 있다.

3. 벤딩머신
엔진룸을 만들기 위해 메인 프레임의 벤딩이 필요하며 벤딩의 길이나 각도는 차종에 따라 다르므로 차종별로 자동으로 벤딩되며 소재의 특성에 따라 변동되는 벤딩각도는 매 작업시마다 측정되어 교정되며 스스로 학습하여 보정한다.

메인프레임 교정기
트럭의 프레임응 프레스에서 성형하기위해 먼저 평판에
구멍작업을 한다음 대형 프레스에서 성형한다.
프레임의 길이가 길고 성형이 까다로운 경우 소재조건에 따라 뒤틀림이나 길이방향의 형상에 변형이 발생할 수
있어 이로 인해 두 프레임간의 조립이 어렵게 되고 자동차의 성능에 문제가 발생하므로 이를 교정할 필요가 있다.
이를 교정하는 장비로 성형된 프레임의 비틀림과 변형을 스스로 검사하여 이를 자동으로 교정한다.
